


Tiwb Di-dor Electropolished (EP)
Beth yw Electropolishing?
Electrosgleinioyn broses orffen electrogemegol sy'n tynnu haen denau o ddeunydd o ran fetel, fel arfer dur di-staen neu aloion tebyg. Mae'r broses yn gadael gorffeniad arwyneb sgleiniog, llyfn, ac hynod o lân.
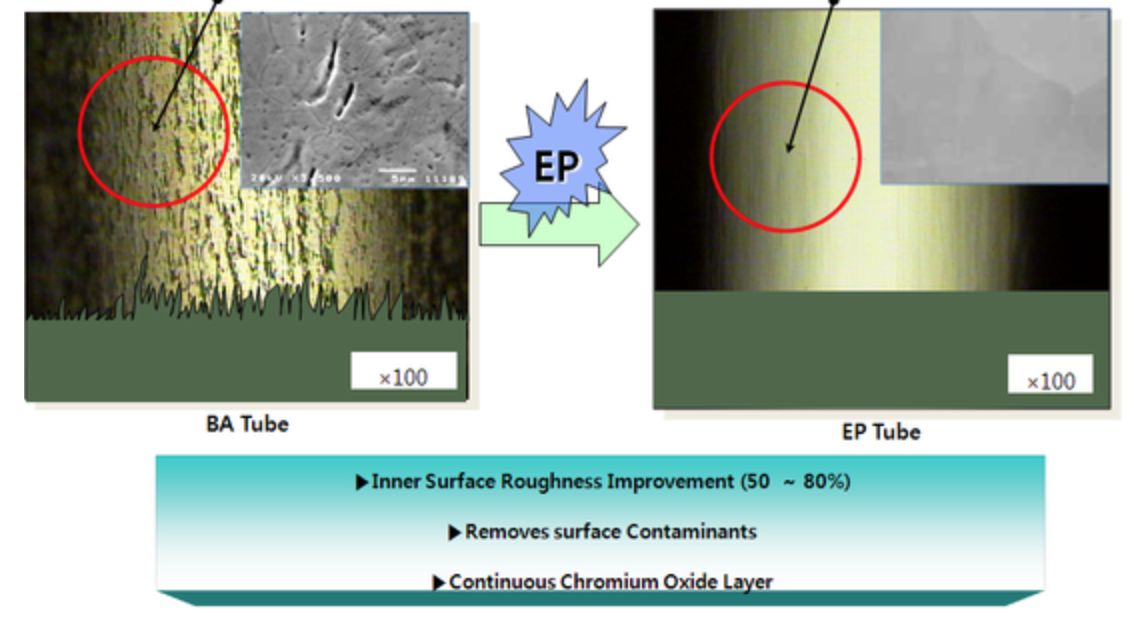
Hefyd yn cael ei adnabod felcaboli electrocemegol, caboli anodigneucaboli electrolytigMae electrosgleinio yn arbennig o ddefnyddiol ar gyfer sgleinio a dadlwthio rhannau sy'n fregus neu sydd â geometreg gymhleth. Mae electrosgleinio yn gwella gorffeniad arwyneb trwy leihau garwedd arwyneb hyd at 50%.
Gellir meddwl am electrosgleinio felelectroplatio gwrthdroYn lle ychwanegu haen denau o ïonau metel â gwefr bositif, mae electrosgleinio yn defnyddio cerrynt trydanol i doddi haen denau o ïonau metel mewn toddiant electrolyt.
Electrosgleinio dur di-staen yw'r defnydd mwyaf cyffredin o electrosgleinio. Mae gan ddur di-staen wedi'i electrosgleinio orffeniad llyfn, sgleiniog, hynod o lân sy'n gwrthsefyll cyrydiad. Er y bydd bron unrhyw fetel yn gweithio, y metelau electrosgleinio mwyaf cyffredin yw dur di-staen cyfres 300 a 400.
Mae gan orffen electroplatio safonau gwahanol i'w defnyddio mewn gwahanol gymwysiadau. Mae'r cymwysiadau hyn yn gofyn am ystod ganolig o orffeniad. Mae electrosgleinio yn broses lle mae garwedd absoliwt y Bibell Dur Di-staen Electrosgleinio yn cael ei leihau. Mae hyn yn gwneud y pibellau'n fwy cywir o ran dimensiynau a gellir gosod y Bibell Ep yn gywir mewn systemau sensitif fel y cymwysiadau diwydiannol fferyllol.
Mae gennym ein hoffer caboli ein hunain ac rydym yn cynhyrchu tiwbiau caboli electrolytig sy'n bodloni gofynion gwahanol feysydd o dan arweiniad y tîm technegol Corea.
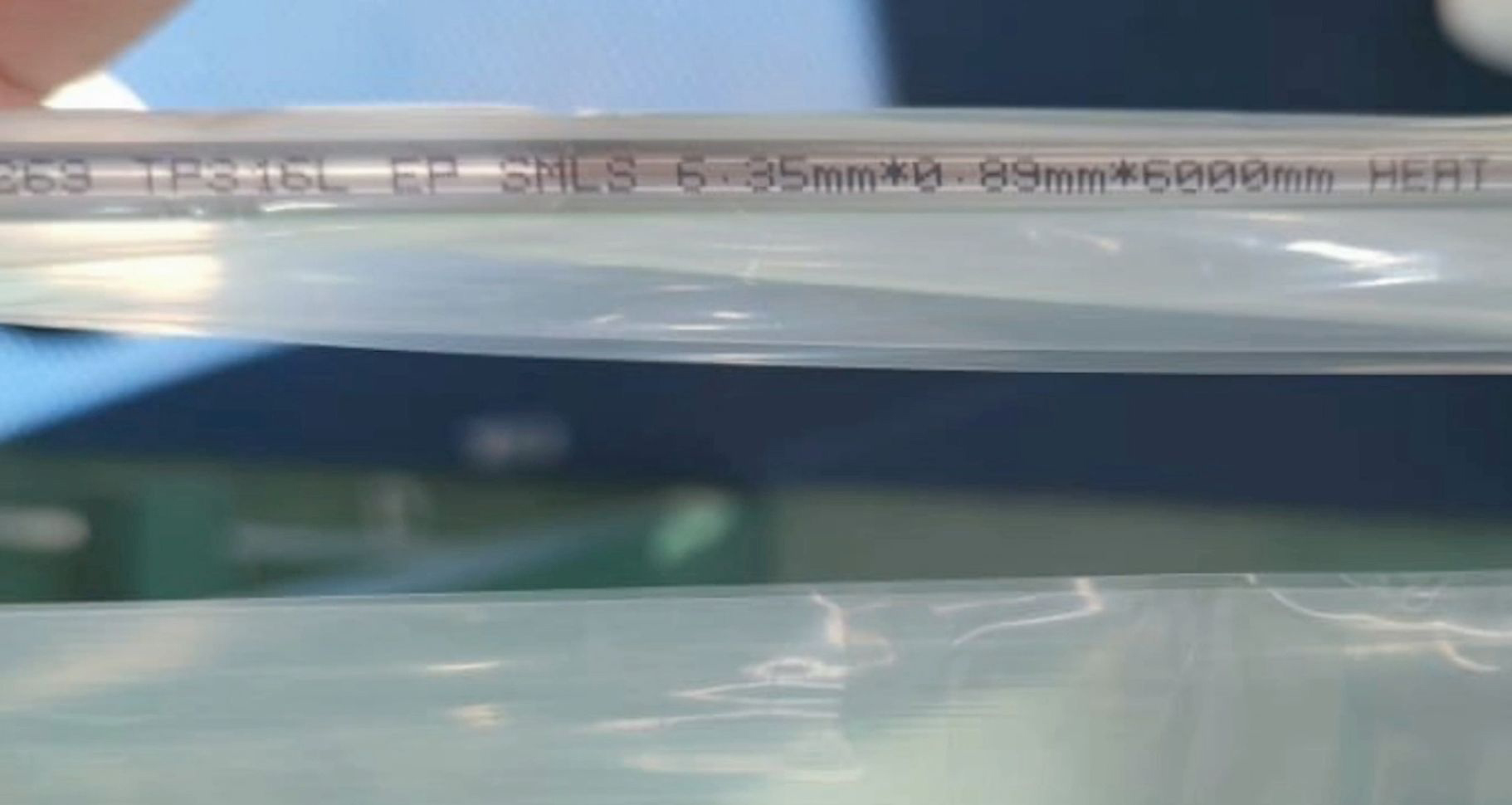
Mae ein Tiwb EP mewn amodau ystafell lân Dosbarth 5 ISO14644-1, mae pob tiwb yn cael ei buro â nitrogen purdeb uwch-uchel (UHP) ac yna'n cael ei gapio a'i fagio ddwywaith. Darperir ardystiad sy'n cymhwyso safonau cynhyrchu'r tiwbiau, cyfansoddiad cemegol, olrheinedd deunydd, a garwedd arwyneb mwyaf ar gyfer yr holl ddeunydd.
Manyleb
ASTM A213 / ASTM A269
Garwedd a Chaledwch
| Safon Gynhyrchu | Garwedd Mewnol | Garwedd Allanol | Caledwch uchaf |
| HRB | |||
| ASTM A269 | Ra ≤ 0.25μm | Ra ≤ 0.50μm | 90 |
Cyfansoddiad Elfennol Cymharol y Tiwb
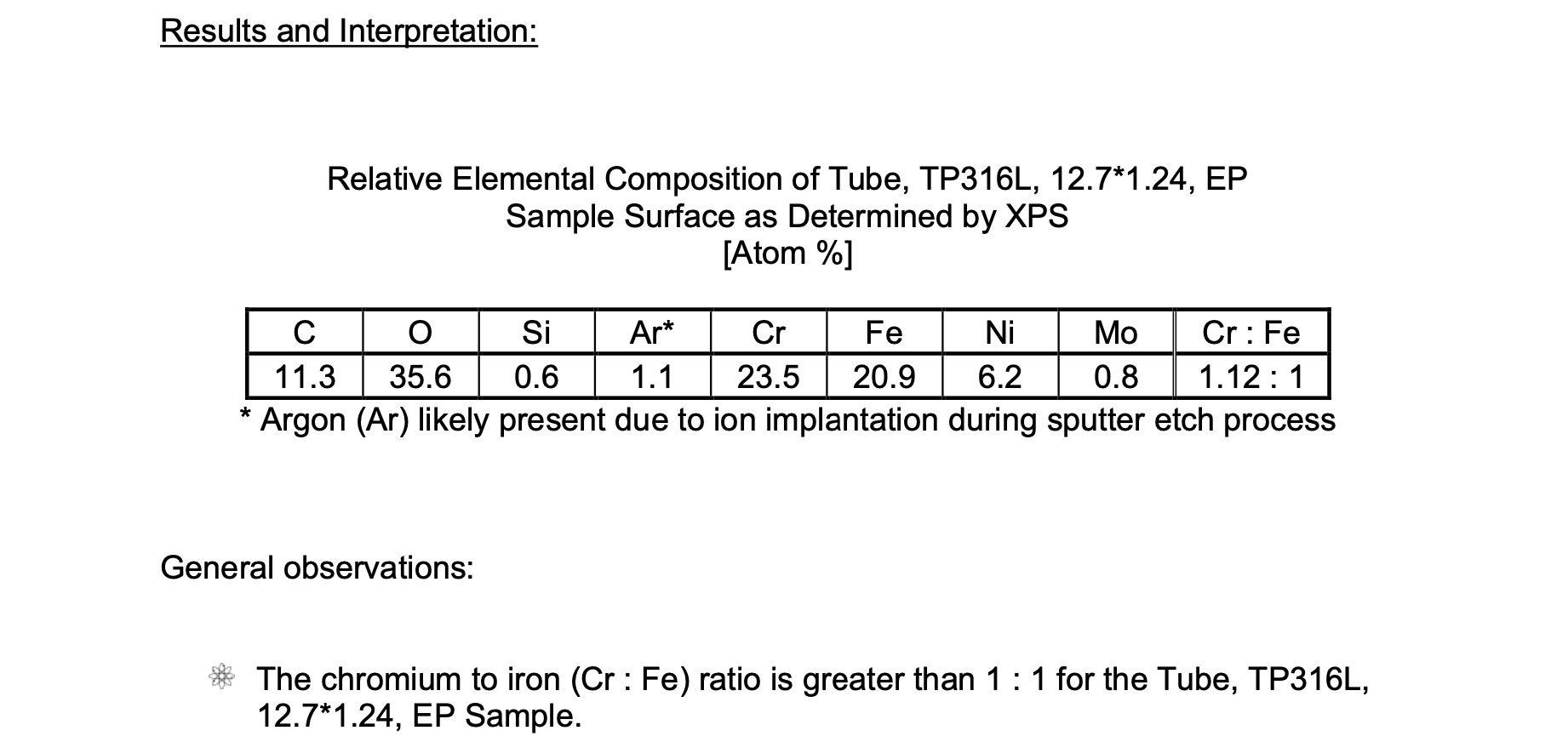

Adroddiad 16939(1)
Proses
Rholio oer / Lluniadu oer / Anelio / Electropolished
Gradd Deunydd
TP316/316L
Pacio
Mae pob tiwb sengl wedi'i buro â nwy N2, wedi'i gapio ar y ddau ben, wedi'i bacio mewn bagiau haen ddwbl glân ac wedi'i orffen mewn cas pren.


Ystafell Glanhau Tiwb EP
Safonau Ystafelloedd Glân: ISO14644-1 Dosbarth 5




Cais
Lled-ddargludyddion / Arddangosfeydd / Bwyd · fferyllol · offer cynhyrchu bio / Piblinell lân iawn / Offer gweithgynhyrchu ynni solar / Piblinell injan adeiladu llongau / Injan awyrofod / Systemau hydrolig a mecanyddol / Cludo nwy glân



Tystysgrif Anrhydedd

Safon ISO9001/2015

Safon ISO 45001/2018

Tystysgrif PED

Tystysgrif prawf cydnawsedd hydrogen TUV
Cwestiynau Cyffredin
Mae tiwb electrosgleiniog Dur Di-staen 316L yn fath o diwbiau dur di-staen sy'n cael triniaeth arwyneb arbenigol o'r enw electrosgleinio (EP). Dyma'r manylion allweddol:
- Deunydd: Mae wedi'i wneud o ddur di-staen 316L, sydd â chynnwys carbon is o'i gymharu â dur di-staen 304. Mae hyn yn ei gwneud yn fwy gwrthsefyll cyrydiad ac yn addas ar gyfer cymwysiadau lle mae risgiau sensitifrwydd yn bodoli.
- Gorffeniad Arwyneb: Mae electro-sgleinio yn cynnwys trochi'r tiwb mewn baddon hydoddiant electrolyt â gwefr drydanol. Mae'r broses hon yn diddymu amherffeithrwydd ar neu ychydig o dan wyneb y tiwb, gan arwain at orffeniad llyfn, unffurf. Mae garwedd yr wyneb mewnol wedi'i ardystio i fod ag uchafswm o 10 micro-fodfedd Ra.
- Ceisiadau:
- Diwydiant FferyllolFe'i defnyddir ar gyfer cymwysiadau purdeb uwch-uchel oherwydd ei lendid a'i wrthwynebiad cyrydiad.
- Prosesu CemegolLlinellau sampl ar gyfer canfod H2S.
- Systemau Pibellau GlanweithdraYn ddelfrydol ar gyfer cymwysiadau bwyd a diod.
- Gwneuthuriad Lled-ddargludyddionLle mae llyfnhau mân y tiwb yn hanfodol.
- Ardystiadau: Y manylebau llywodraethol ar gyfer tiwbiau electrosgleiniog yw ASTM A269, A632, ac A1016. Mae pob tiwb yn cael ei buro â nitrogen purdeb uwch-uchel, ei gapio, a'i fagio ddwywaith mewn amodau ystafell lân Dosbarth ISO 4.
Mae tiwbiau electrosgleiniog yn cynnig sawl mantais:
- Gwrthiant Cyrydiad: Mae'r broses electro-sgleinio yn dileu amherffeithrwydd arwyneb, gan wella ymwrthedd y deunydd i gyrydiad a phyllau.
- Gorffeniad Arwyneb Esmwyth: Mae'r gorffeniad tebyg i ddrych sy'n deillio o hyn yn lleihau ffrithiant, gan ei gwneud hi'n haws i'w lanhau a'i gynnal. Mae hyn yn hanfodol ar gyfer cymwysiadau mewn diwydiannau fferyllol, prosesu bwyd a lled-ddargludyddion.
- Glendid Gwell: Mae gan diwbiau wedi'u electro-sgleinio lai o agennau a micro-garwedd, gan leihau'r risg o dwf bacteria. Maent yn ddelfrydol ar gyfer cymwysiadau glanweithiol.
- Llai o Gludiant Halogion: Mae'r arwyneb llyfn yn atal gronynnau a halogion rhag glynu, gan sicrhau purdeb y cynnyrch.
- Estheteg Gwell: Mae'r ymddangosiad caboledig yn apelio'n weledol ac yn addas ar gyfer cymwysiadau pen uchel.
Defnyddir tiwbiau electrosgleiniog yn gyffredin mewn amgylcheddau critigol lle mae glendid, ymwrthedd i gyrydiad ac arwynebau llyfn yn hanfodol.
| Na. | Maint | |
| OD(mm) | Trwch (mm) | |
| 1/4″ | 6.35 | 0.89 |
| 3/8″ | 9.53 | 0.89 |
| 1/2″ | 12.70 | 1.24 |
| 3/4″ | 19.05 | 1.65 |
| 3/4″ | 19.05 | 2.11 |
| 1″ | 25.40 | 1.65 |
| 1″ | 25.40 | 2.11 |
| 1-1/4″ | 31.75 | 1.65 |
| 1-1/2″ | 38.10 | 1.65 |
| 2″ | 50.80 | 1.65 |
| 10A | 17.30 | 1.20 |
| 15A | 21.70 | 1.65 |
| 20A | 27.20 | 1.65 |
| 25A | 34.00 | 1.65 |
| 32A | 42.70 | 1.65 |
| 40A | 48.60 | 1.65 |